


|
詳細情報 |
|||
| 部分名: | 末端のコネクター | キャビティ: | 1*16 |
|---|---|---|---|
| 材料: | PA66 | 色: | 黒 |
| ランナー: | 熱いランナー | ゲート: | Pinのゲート |
| キャビティ鋼鉄: | 1.2343-HRC52~54 | 中心の鋼鉄: | 1.2343-HRC52~54 |
| 挿入物の鋼鉄: | 1.2343-HRC52~54 | Generialの磨くこと: | 概要のポーランド語 |
| 許容: | +/-0.02 | ||
| ハイライト: | PA66末端のコネクター,DMEの注入によって形成される末端のコネクター,ISO14001自動車末端のコネクター |
||
製品の説明
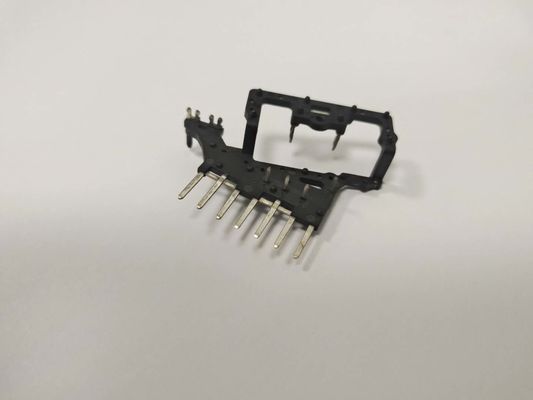
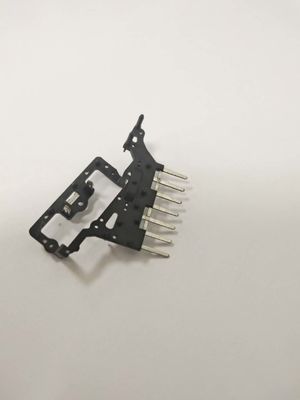
自動車産業のための注入によって形成されるPA66末端のコネクター
自動inductryのための末端のコネクター、金属のコネクター、部分は主電気を移すためにである。
型情報
| 1.Mould標準 | DME |
| 2.Mouldタイプ | 2版 |
| 3.Mould基礎鋼鉄 | 中国語P20-HRC28~32 |
| 4.A/B版の鋼鉄 | 中国語P20-HRC28~32 |
| 5.Core/Caviry鋼鉄 | 1.2343-HRC52~54 |
| 6.Runnerタイプ | 熱いランナー |
| 7.Gateタイプ | Pinのゲート |
| 8.Project名前 | 末端のコネクター |
| 9.Part名前 | 金属のコネクター |
| 利用できる10.Material | PA66 |
| 11.Shrinkage率 | 1.009 |
| 12.Part色 | 黒くか青 |
| 13.Surface終わり | 概要のポーランド語 |
| 14.Cycle時間 | 56s |
| 15.Injection機械 | 200T |
| 16.Injection機械ブランド | Arburg/Fanuc/ハイチ語 |
| 17.2D型の構造 | CADソフトウェア(DWG、DXFのフォーマット) |
| 18.3D型の構造 | UGのProeソフトウェア(Prt、X-T、stp、ステップ、Igs、Iges、フォーマット等) |
| 19.Mould folwのレポート | CADの型流れ(PPTのフォーマット) |
| レポートを処理する20.Mould | 毎週更新 |
| 21.MOQ | 1セット |
| 22.Payment言葉 | T/T |
| 23.Package | 注文の木箱 |
| 24.Deliverly日付 | 40日 |
| 25.Mould数 | 顧客の要求に従って |
| 26.Mould生命 | 1,000,000の打撃 |
部分機能:
末端のコネクターは自動車産業のためである。 電気を移す部品は主である。
これは金属板が付いているovermoldである。従って型は処理されたまさに精密でなければならない。
どの偏差意志により金属板のdamagerを引き起こした。
FAQ
Q:いかに引用語句を得ることができるか。
私達が仕事日の間に詳細情報を手に入れる場合、私達は24時間以内の引用語句を提供する。
あなたの照会を私達に次の情報に与える助け。
1) 第2部品図。(CADまたはDXFのフォーマット)
2) 3D部品図。 (Prt、X-T、stp、ステップ、Igs、Iges、フォーマット等)
3) 型穴。(1*1か1*2または1*4等)
3)部分材料。(物質的な条件か物質的な日付シート)
4) 型の標準。(DMEかHASCOまたはLKM)
5) 型標準部品。(DMEかHASCOまたはMISUMIまたはLKM)
6) 型の鋼鉄。(1.2344または1.2738HまたはNAK80または1.2767等)
7)部分の表面処理。(概要に磨くか、またはミラーの磨くか、またはVID3400-Ref#またはTuxtureまたはSPI-#)
8)量のプラスチック部分。(あたりの順序ごとに/1ヶ月/年次)
9) 型の生命。(100Kか500Kまたは1000K)
10)パッキング、ラベル、配達等のような特別な要求か条件。
![]()
Q:Forwaの主要な海外市場は何であるか。
1)Forwaの規則的な海外顧客は米国、イギリス、イタリア、ドイツ、フランスおよびインド等から現在ある。
Q:私達はいかに質を制御するか。
1)。新しい体制を得るとき、私達のチームが分析するために会合を開ける部品の構造およびeverytingを保障する注意深の型の構造は大きい。
2)。私達のチームは鋳型の設計を見直し、開始の前に型の生命および型を造るために型操作を保障するように改善する。
3)。プロジェクト チームは時間通りに処理する型および型の処理質を保障するために処理する各ステップ型に続く。
4)。私達のQCのチームは各々の処理ステップ終わりの後ですべての型の部品を点検し、次に次のステップ行く。
5)。私達の技術的なチームは型に注意深く合う。
6)。型が完了した後、私達のプロジェクト チームは型をテストする前に型操作を点検する。
7)。型操作を保障するテストの間に約3~4時間を動かす型の必要性。
8)。 QCによって点検される最初のサンプルはテストに顧客にそれからよいサンプルを提供し。
9)。生産の間に、私達のIPQCは1 2時間あたりの部分を、保障しない棄却物を点検する;
10)。FQCは倉庫へ送る前にプロダクトを点検する;
11)。出荷する前にOQCによって点検される100%。
![]()
Q:私達は何を顧客が不良品を受け取ればするべきであるか。
1):不良品を受け取りなさい、私達に写真を送りなさい、私達は私達のエンジニアおよびQC部にフィードバックおよび問題をできるだけ早く解決するために。
Q:型およびプロダクトを詰める方法か。
1).Forは形成する、私達は最初に塗られた1層anti-rustオイルで、次にまた型、最終的に燻蒸の木の場合へのパックの覆われた薄膜である。
プロダクトに関する2).And、私達は標準的な輸出カートンにまたは詰まる顧客の要求によって詰まる。